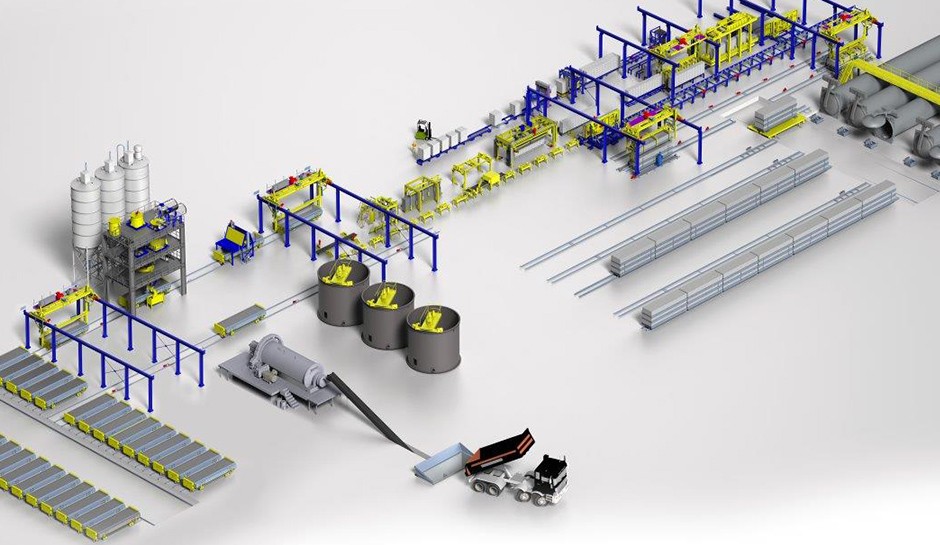
Aerated concrete is made of the raw materials: silica sand, lime, cement, gypsum (anhydrite), aluminium powder or paste and water.
In the wet ball mill (01), raw sand is processed to sand slurry which is stored in sand slurry tanks. Together with the other raw materials, the sand slurry is then transported to the Masa dosing and mixing plant (02).
When the mixing process has been completed, the mixture is fed into a casting mould. The casting mould is moved to the pre-hardening area to undergo a fermentation process (03) where the aerated concrete cake finally reaches a predefined cutting strength. At that point, the aerated concrete cake is de-moulded (04) in a two step process, removing sides first. The empty casting mould is then reassembled, oiled (05), and returned to the production cycle.
The aerated concrete cake runs through the various stations of the cutting line (06) and after that is placed on a hardening grid by means of the transport plant/tilting table (07).
Three cakes on hardening grids are stacked on top of each other onto a hardening car and transported to the waiting area (08) by means of a transport platform. From here, the cakes are loading into the autoclaves (09). Inside the autoclaves, the aerated concrete cakes are hardened under steam pressure and to create its final strength.
The hardened aerated concrete cakes are then transported to the re-tilting table (10) and to the separating machine (11), if required.
After that, the aerated concrete blocks are transported to the block transfer device (12) and placed on wooden pallets. From here, the finished products are packaged (13).
The used hardening grids and hardening cars are returned to the production cycle via the hardening grid transport device and the hardening car return device (10).
The plant can be extended by equipment for the manufacture of products with steel reinforcement (14).
 It's a long way from raw materials through the mixture to the finished stone. Many plant components are involved in this process. Only if the system components are matched, can one be assured of a smooth process and economical operation of the block and paver making plant.
It's a long way from raw materials through the mixture to the finished stone. Many plant components are involved in this process. Only if the system components are matched, can one be assured of a smooth process and economical operation of the block and paver making plant.
 The manufacturing of autoclaved aerated concrete products demands high standards for mixing and dosing of the aggregates, the control of the fermentation process and the control of each production step. Masa's aerated concrete installations are proven advanced technology processes, designed according to customers specific requirements. This approach allows complete solutions to ensure highly efficient, optimised processes resulting in consistent final product quality.
The manufacturing of autoclaved aerated concrete products demands high standards for mixing and dosing of the aggregates, the control of the fermentation process and the control of each production step. Masa's aerated concrete installations are proven advanced technology processes, designed according to customers specific requirements. This approach allows complete solutions to ensure highly efficient, optimised processes resulting in consistent final product quality.
 It's a long way from raw materials through the mixture to the finished sand lime bricks. Many plant components are involved in this process. Only if the system components are matched, can one be assured of a smooth process and economical operation of the sand lime brick production plant.
It's a long way from raw materials through the mixture to the finished sand lime bricks. Many plant components are involved in this process. Only if the system components are matched, can one be assured of a smooth process and economical operation of the sand lime brick production plant.
 It's a long way from raw materials over mixture to the finished (Kerb)stone. Masa Kerbstone presses were developed to fulfill among other criteria, the special requirements of the "British Standard" kerbstones. This "British Standard" is still a condition in countries of the Middle East and the UK.
It's a long way from raw materials over mixture to the finished (Kerb)stone. Masa Kerbstone presses were developed to fulfill among other criteria, the special requirements of the "British Standard" kerbstones. This "British Standard" is still a condition in countries of the Middle East and the UK.
 Masa plants and machines are installed and commissioned by our own experienced fitters. Masa relies on qualified personnel, trained in Germany.
Masa plants and machines are installed and commissioned by our own experienced fitters. Masa relies on qualified personnel, trained in Germany.
 The Masa Lifetime service extends far beyond the actual assembly and commissioning of a plant. Masa can rely on specific know-how and an industry experience of more than 110 years.
The Masa Lifetime service extends far beyond the actual assembly and commissioning of a plant. Masa can rely on specific know-how and an industry experience of more than 110 years.
 Do you need support with your machine? Masa Support scores in both quality and significantly improved accessibility. Whether "first aid" for technical problems, updates, functional expansions of your production plant or technical questions, the know-how provided by Masa Support covers a wide range of services.
Do you need support with your machine? Masa Support scores in both quality and significantly improved accessibility. Whether "first aid" for technical problems, updates, functional expansions of your production plant or technical questions, the know-how provided by Masa Support covers a wide range of services.
 One of the keys to increasing productivity and quality is continuous training of the machine and maintenance personnel.
One of the keys to increasing productivity and quality is continuous training of the machine and maintenance personnel. Are you looking for your contact? The Masa Service team introduces itself.
Are you looking for your contact? The Masa Service team introduces itself.
 The Masa Service Cloud is the latest product in the family of digital products.
The Masa Service Cloud is the latest product in the family of digital products.



































































_Bildergalerie_Anlagenuebersicht.jpg)

_VorschaubildGalerie.jpg)















